

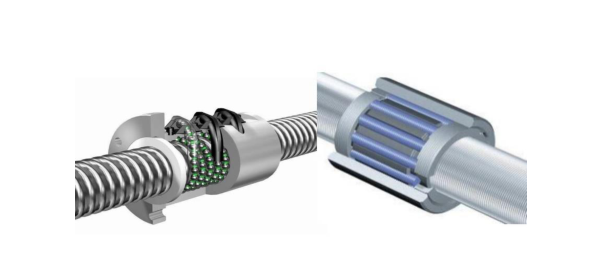
Planetarni valjkasti vijakIndustrijski lanac se sastoji od uzvodne opskrbe sirovinama i komponentama, srednjeg toka proizvodnje planetarnih valjkastih vijaka, te nizvodnih područja višestruke primjene. U uzvodnoj vezi, materijali odabrani za planetarne valjkaste vijke su uglavnom legirani konstrukcijski čelik, a materijali odabrani za matice i valjke su visokougljični kromirani čelik za ležajeve; dijelovi uključuju vijke, matice i druge ključne komponente. Scenariji nizvodne primjene pokrivaju širok raspon industrija, od automobilske, naftne i plinske industrije, medicinske opreme do optičkih instrumenata, inženjerskih mašina, robotike, automatizacije i opreme za alatne strojeve.
Planetarni valjkasti vijci se obično koriste kao aktuatorski dijelovimotoraktuatori, koji se široko koriste u raznim industrijama, posebno u avijaciji i vazduhoplovstvu posljednjih godina, što zahtijeva veće zahtjeve za motorne aktuatore kao što su težina i podmazivanje itd. Stoga je ključno dizajnirati planetarne valjkaste vijke koji odgovaraju motoruaktuatorsisteme i moraju uzeti u obzir zahtjeve industrijske primjene, a istovremeno garantovati mehanička svojstva.
Dizajn treba uzeti u obzir istovremeno s obradom navoja i zuba, prečnik vijka je mali, a broj zuba valjka je mali. Prilikom dizajniranja treba uzeti u obzir dislokaciju korijena reza i osigurati da se središnja linija vijka i središnja linija zupčanika podudaraju i druga pitanja. Koja metoda obrade zuba zupčanika je ključna, općenito se koristi metoda umetanja zupčanika, ali to će oštetiti dio nosivog dijela navoja i smanjiti nosivost sistema.
Planetarne vijke s valjcima je teže sastaviti, a problem je osigurati da su navoji valjka poravnati sa zubima zupčanika, a istovremeno omogućiti sekvencijalnu ugradnju više valjaka. Dva načina rješavanja problema faznog usklađivanja: povećanje zazora navoja na štetu nosivosti i efikasnosti prijenosa; podešavanje aksijalnog položaja montaže, što je pogodno za male korake, ali može uzrokovati odvajanje zuba valjka od unutrašnjeg zupčastog prstena u slučaju velikih koraka.

Prilikom obrade planetarnih valjkastih vijaka, budući da se snaga prenosi trenjem kotrljanja, potrebno je obratiti pažnju na trenje i habanje. Pravilno podmazivanje, precizna obrada i čisto okruženje ključni su za poboljšanje pouzdanosti i vijeka trajanja vijka.

Da bi se ispunili zahtjevi za performanse i tačnost planetarnog valjkastog pogona, radi postizanja najdužeg radnog vijeka i najveće nosivosti, navojna staza mora imati određenu tvrdoću, uglavnom HRC58~62, struktura valjka je male veličine, a navojni zubi glavnog ležaja, njihova tvrdoća je uglavnom HRC62~64.
Za radno okruženje s visokim temperaturama ili materijale od nehrđajućeg čelika obrađene PRSPRS-om, navojna staza je pogodna za radno okruženje s visokim temperaturama ili PRS obrađene od nehrđajućeg čelika, tvrdoća površine navojne staze je HRC<58.
Vrijeme objave: 16. april 2024.




